Восстановление деталей правкой. Ручная правка листового металла Правка полосового металла, изогнутого по плоскости
8.38.1 Перед правкой производят осмотр плит и замеряют их исходную неплоскостность.
8.38.2 На поверхности плит, во избежание образования отпечатков при правке, не допускается грубая отстающая окалина, отслоившиеся плены и другие загрязнения. Не допускаются трещины на поверхности плит. Указанные дефекты должны быть удалены перед правкой.
8.38.3 В процессе правки необходимо следить за чистотой поверхности плит, отделяющуюся при правке окалину необходимо периодически сметать.
8.38.4 Правку плит производят с применением прокладок толщиной от 30 мм до 100 мм, шириной от 100 мм до 200 мм, длиной от 200 мм до 800 мм. Прокладки изготавливают из углеродистой или низколегированной стали с твердостью меньше, чем у металла, подвергаемого правке. Прокладки должны быть ровными с параллельными гранями без надколов, трещин, наплывов, заусениц, кромки должны быть заоваленными.
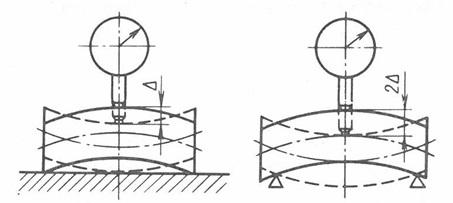
8.38.5 В случае правки искривлённых участков с выпуклостью, направленной вверх, на стол пресса параллельно его поперечной оси и на равном расстоянии от неё устанавливают две прокладки с расстоянием между ними не менее 1000 мм. Третью прокладку устанавливают сверху, на выпуклую часть плиты параллельно двум нижним.
В случае правки искривленного участка с выпуклостью, направленной вниз, на стол пресса вдоль его поперечной оси устанавливают одну прокладку, а на плиту - две прокладки параллельно нижней и на равном расстоянии от неё.
Смещение прокладок от указанного положения относительно поперечной оси стола не должно превышать 150 мм, а расстояние их от продольной оси должно быть не более 1500 мм.
При правке плиту устанавливают таким образом, чтобы две прокладки располагались по границам искривлённого участка, а третья – в центре выпуклости.
8.38.6 Правку искривлённого участка производят за один рабочий ход, в процессе которого искривлённый участок плиты в начале приводят в плоское состояние, а затем придают ему обратный прогиб. Величина обратного прогиба устанавливается ориентировочно в соответствии с таблицей 27 и должна обеспечивать получение требуемой плоскостности плиты.
Таблица 27
Указанные в таблице 27 величины обратного прогиба могут корректироваться в процессе правки плит с учётом характера плоскостности и других неучтённых факторов.
9 Сдача и отгрузка металла
9.1 После получения удовлетворительных результатов механических испытаний производят сдачу металла на участок листоотделки.
9.2 Принятый работниками ОТК на стеллажах №№57 и 59 металл выдаётся на участок листоотделки.
Сортировщик-сдатчик совместно с контролёром ОТК проверяют боковые и торцевые кромки проката на наличие недопустимых дефектов, проверяют данные формировочной карточки и соответствие проката НД и подписывают формировочную карточку.
В случае производства проката с отклонениями от требований технологии и НД решение об отгрузке его принимается директором по качеству-начальником ОТК на основании карты-разрешения, форма которой приведена в приложении Е.
9.3 Оформленная формировочная карточка поступает в отгрузку и служит основанием для выписки сертификата.
После получения удовлетворительных результатов испытаний контролёр механических испытаний вносит всю необходимую для выписки сертификата информацию в формировочную карточку. При получении результатов механических испытаний на продукцию экспортного назначения (предел текучести, временное сопротивление и ударная вязкость) на нижних значениях, предусмотренных НД или требованиями заказчика, по этому виду проводят повторные испытания. Результаты повторных испытаний являются окончательными. После выписки сертификата качества контрольный мастер ОТК проверяет соответствие указанных в нём данных формировочной карточки и визирует её, после чего передаёт формировочную карточку мастеру отделения листоотделки для отгрузки.
9.4 Отгрузку металла со склада в вагоны производят только после оформления всех документов. Перед отгрузкой проверяют соответствие документов фактическому наличию металла.
Отгрузка листов и плит производится как по фактической, так и по теоретической массе.
Порядок погрузки и крепления проката - в соответствии с правилами, действующими на данном виде транспорта.
Ответственным за формирование проката по партиям и оформление металла в сдачу является бригадир формирования.
Ответственным за получение протоколов испытаний - бригадир участка отбора проб.
9.5 В формировочных карточках на листы с полуобрезной или с катаной кромкой указывают фактическую и теоретическую массу отгружаемого металла. Отгрузку металла производят по фактической массе.
9.6 Основные виды и причины дефектов толстолистового проката и меры по их устранению приведены а приложении Ж
Правильные гидравлические пресса для правки - рихтовки валов, осей, трубы
Очень часто у любого типа производства встает вопрос: Как можно выправить вал, трубу? Как восстановить и отремонтировать изогнутый и деформированный прокат? Мы знаем ответы на все эти вопросы.
УРАЛСТАНКОСЕРВИС поставляет новые современные импортные правильные пресса пр-во Германия, Италия, а также предлагает российские правильные пресса собственного производства (пр-во Россия) .
НАЗНАЧЕНИЕ, ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРАВИЛЬНЫХ ГИДРОПРЕССОВ
Вертикальные промышленные гидропресса предназначены для устранения в холодном состоянии дефектов деталей: деформации, кривизны, изгибов, изогнутости деталей и заготовок после неправильного хранения, перевозки, после термообработки, закалки,наплавки, напыления.
Пресса могут использоваться для ремонта и восстановления деталей.
Прессованием устраняются такие дефекты заготовок как: выпуклость, вогнутость, осевая нелинейность и неплоскостность, коробление, деформирование, несосность опорных и вспомогательных поверхностей.
Применяются для правки длинных и длинномерных изделий и различных тел вращения - ось, вал, труба, заготовки валов и трубчатые заготовки, силовые цилиндры, гидроцилиндры, пневмоцилиндры, штока, прокатные валки, карданы и карданные валы, ступенчатые валы, поковки гладкие, длинные винты, роторы, гребные и судовые валы, буровые трубы и трубы НКТ.
ПРЕСС ГИДРАВЛИЧЕСКИЙ ДЛЯ ПРАВКИ ДЕТАЛЕЙ ТИПА ОСЬ-ВАЛ, ТРУБА с подвижным изделием

форма деталей - цилиндрические,квадратные, многоугольные, винты.
ГИДР.ПРЕСС С ПОДВИЖНОЙ КОЛОННОЙ ДЛЯ выпрямления и исправления кривизны деталей - ручной и с ЧПУ


Вдоль неподвижного изделия перемещается пресс, который производит правку в нужном месте.
занимает минимум места в цехе.
ГИДРАВЛИЧЕСКИЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ ТРУБ ИЛИ ВАЛОВ с неподвижным изделием и подвижным прессом



Портальный пресс - вдоль неподвижной трубы перемещается портал с цилиндром с помощью которого и производится правка. Занимает минимум места в цехе.
По специальному заказу изготовим автоматический правильный комплекс с ЧПУ.
Технология правки валов
изделие или деталь, подлежащее правке, закрепляется в специальном правильном приспособлении, в котором изделие может свободно вращаться вокруг своей оси, изделие вращают и размечают места, подлежащие правке.
При сильном изгибе вала - производят правку с обратным прогибом.
вал после правки должен иметь минимальные биения и отклонения.
ПРАВКАДЕТАЛЕЙ
Правка- процесс устранениядефектов,искажающих форму заготовки,путем пластическогодеформирования.Подлежащие правки заготовки называются дефектными. Прошедшая технологический процессправки называется выпрямленной.
Машинная правка изделий из металлов и сплавовпозволяет исключить искажения формы изделия,а такжевнешниегеометрическиедефекты- нарушениеправильностигеометрической формыпоперечного сечения - профиля.
Кривизнаможет быть общей по длине илиместной.
Типы искривления:
1. серповидное(серповидность)
2. дугообразное
3. скручивание
4. волнистость
5. коробоватость - это волнистостьв продольном и поперечном направлениях - впадины и выпуклостиимеют большуюпротяжённость
6. изогнутость - отклонение оси цилиндрического изделия.
7. отклонениеот плоскостности
8. отклонениеотпрямолинейности(выпуклостьивогнутость)
Правка улучшает качество поверхности и точностьгеометрической формысортовогои листовогопроката,изделий типа вал (гладкие, ступенчатые,коленвалыи др)а такжетаких заготовок как:квадратная заготовка, сталь горячекатаная круглая, калиброванные стальные прутки,полосовые заготовки.
Такжеправкеподлежат трубыбесшовные горячекатаные, толстостенныеи тонкостенные, холоднокатаные, холоднотянутые , бурильныетрубы (допустимая кривизна 1мм на 1 метр).
Правкуприменяют для исправленияискривлений,коробленийи поводок,появляющиеся при:
· термической обработкепроката, поковок и деталей. При охлажденииметаллавозникаютнапряжения, которыеи деформируютдеталь.
· нагреве в процессеизготовления и сборки
· нарушение технологиипогрузочно-разгрузочных работ
· неправильнаяперевозкаи хранение
Правкаобеспечиваетполучениезаготовокболеевысокойточности.Технологические процессымашинной правкиосуществляютсяспособами пластическогоизгибаи растяженияилисжатия.
длянепрерывной правки используютсявалковые машины,для прерывистой правки,когда изогнутые участкивыпрямляются поочередно,используютсягидравлическиепресса.
Заготовкиправятся вгорячем ив холодном состоянии (холодная правка).
Горячую правку используют для сниженияусилия.
Правильныйработы производитрабочий правильщик.
Для получения прямых инеискривленныхдеталейприменяются правильные пресса с малой скоростью перемещения плунжера.
Инструментдля правкисостоит из верхнегобойка инакладки,а также двух передвижных призм (правочные призмы) .
Для правки используют обычно С-образный вертикальный правильный пресс. Открытое пространствооблегчает доступ при манипуляциях с длинными деталями.Пресссостоит из станины,насосной установки и удлиненногоправильногостола.
Выпрямляемое изделиезакрепляют вконусных центрах(неподвижных илираздвижных)илироликах - прогибы изделия контролируют индикатором часового типа. Ролики необходимыдля облегчения поворачивания деталейв процессе правки.
Центры и ролики подпружинены и могут качаться напальцах, вставленных в левую и правую тележки, которые свободноперемещаютсяпо направляющим правильного стола,что позволяетпроизводить правку вбольшом числе точек.
Управляется прессотраспределителя связанного срычагом.Также правильщик может управлять перестановкой упоров(расстояниемежду опорными призмами), движениероликовогоконвейера,поворот роликов. Послеправки,при ходе плунжера вверх, пружины автоматическиустанавливают заготовкув контрольное положение.
Правильщикво время правкидолжен не допускать излишнегоперегиба детали.
Качествоправки правильщикпроверяет с помощьюиндикаторнойголовки на биениена контролируемых поверхностях.
правильные приспособления,правильныйинструмент.
подачазаготовокпод пресспроизводитсяпо роликовому конвейеру с приводными илинеприводными роликами.
вслучае правки с подогревомрядом с прессомустанавливаютпечь,т.к.с повышением температуры пластичностьувеличивается, а прочность и сопротивлениедеформированию уменьшаются .
Во время процесса правкидавлением(пластическое деформирование)меняетсямикроструктура и макроструктуразаготовки.
Усилиеправкизависит отсечения заготовки,расстояниямеждуопорами.
Принедостаточном усилии правки -Изгибможет быть упругим- в этом случае заготовкапосле снятия нагрузкивосстановит свою первоначальную формуиразмеры-это явление называю пружинением.
Чем тверже металл и выше его предел текучести,тембольшепружинение.
Поэтому необходимо чтобы усилиеправильного прессы было выше чемпредел текучестидеформируемого металла- на0.25-1%.
При правке возникают упругие и пластическиедеформации- упругая деформация появляется в виде обратнойупругой деформации.
Для тогочтобы выправитькривой участок, егонеобходимо не толькоразогнуть,но и несколько выгнутьв обратную сторону - дать ему обратную кривизну, учитывая чтопослеснятия нагрузкипроизойдет пружинениеи участокстанет почти ровным.При горячей правке - пружинениеотсутствует.

КОНТРОЛЬ КАЧЕСТВАПРАВКИ
Впроцессе этой операциипроверяютгеометрическиеформы изделия.годными считают те изделия,у которых отклонение размеровнаходятся в пределах допусков, заданных технологами для последующей механической обработки.
Длякруглых валов ицилиндрических деталей - вращениемизделияи индикаторной головкойпроверяют биенияповерхности - вогнутостьравна половинеамплитудыпоказанийиндикатора.
Правильностьформы готовых заготовокможноопределитьвизуальнонаглаз илис помощью шаблонови измерительных инструментов.
При оснащении пресса электронными измерительными системами и датчиками - информация с них может передаваться в систему ЧПУ для последующей обработки.
ПРАВКА ПЛОСКИХ И ЛИСТОВЫХ ЗАГОТОВОК, ЛИСТОВОГО ПРОКАТА И ЛИСТА
Длинные листы, листвой прокат выпрямляют на многовалковых листоправильных машинах (вальцы для правки) . Выпрямляемая деталь пропускается через валки несколько раз.
Для правки мелких заготовок применяется правка на гидравлических прессах в правочном (рихтовочном) штампе. Штамп состоит из 2- х массивных плит - одна плита крепится на столе, другая- на ползуне. Рабочие поверхности плит штампов делают трех типов: гладкие (применяются при невысоких требованиях к качеству правки) , точечные (для толстых заготовок) , вафельные (для деталей малой толщины) .
Для правки коротких цилиндрических деталей возможно применение двухвалковой правки - между двумя вращающимися в одну сторону роликами, ролики друг относительно друа вращаются с разной скоростью.
Услуги нашей компании: ремонт гидравлических прессов, модернизация гидропрессов, такелажные работы по прессам, демонтаж, монтаж нового оборудования, изготовление новых специальных прессов, разработка под требования заказчика, проектирование нестандартных прессов.
.jpg) |
|
| Екатеринбург, Первоуральск, Каменск-Уральский, Нижний тагил, Челябинск, Миасс, Златоуст, Магнитогорск, Орск, Курган, Оренбург, Тюмень, Уфа, Казань, Ижевск, Киров | бесплатная доставка |
| Нижний новгород, Владимир, Чебоксары, Пенза, Тамбов, Самара, Саратов | стоимость доставки 70.000 рублей |
| Волгоград, Астрахань,Воронеж, Курск, Орел, Липецк, Белгород | |
| Москва, Калуга, Рязань, Тверь, Смоленск, Брянск | стоимось доставки 95.000 рублей |
| Казахстан | стоимость доставки 100.000 рублей |
| Краснодар, Ростов на дону, Ставрополь, Таганрог | стоимость доставки 120.000 рублей |
| Санкт-петербург, Петрозаводск, Архангельск, Псков,Сыктывкар, Салехард | стоимость доставки 110.000 рублей |
| Омск, Томск, Новосибирск, Сургут, Нижневартовск, Барнаул | стоимость доставки 85.000 рублей |
| Красноярск, Кемерово, Иркутск, Улан-Удэ, Хабаровск, Комсомольск-на Амуре, Владивосток | стоимость перевозки уточняйте |
Учебное пособие для подготовки
рабочих на производстве
Практикум по слесарным работам
Правка металла круглого сечения
Правку металла круглого сечения осуществляют на плите, призмах или с помощью ручного пресса.
Учебное задание 1 по правке стального прутка круглого сечения на плите выполняется в следующем порядке.
1. На глаз определяют границы изгибов и делают отметки мелом.
2. На левую руку надевают рукавицу; в правую руку берут молоток с мягкими вставками, в левую - круглый пруток и принимают рабочее положение.
3. Пруток укладывают на плиту так, чтобы изогнутая часть находилась выпуклостью вверх.
4. Удары молотком наносят по выпуклой части от краев изгиба к средней его части (рис 57), регулируя силу удара в зависимости от диаметра прутка и величины кривизны. По мере выправления кривизны силу удара ослабляют. Правку заканчивают легкими ударами, поворачивая пруток вокруг своей оси. При наличии нескольких изгибов сначала правят крайние изгибы, а затем расположенные в середине.

Рис. 57. Правка круглого прутка на плите
Учебное задание 2 заключается в правке прутка круглого сечения на призмах.
Пруток круглого сечения, расположенный на призмах, занимает устойчивое положение при правке. Этот способ правки используют для правки стальных труб. Для правки применяют деревянные молотки или используют подкладки.
Последовательность правки заключается в следующем.
1. Определяют границу изгиба, отмечая ее мелом.
2. На плите устанавливают две призмы.
3. Пруток располагают в призмах так, чтобы его изогнутая часть была обращена вверх, а пруток плотно лежал в угловых выемках призм.
4. Удары молотком наносят по выпуклой части прутка от краев изгиба до средней его части (рис. 58).

Рис. 58. Правка круглого прутка на плите с применением призм
Качество правки проверяют на глаз или путем катания прутка по плите, наблюдая при этом за плотностью касания поверхности прутка и поверхности плиты по всей его длине.
Исходный металлопрокат, как листовой, так и объемный, не всегда обладает показателями плоскостности, достаточными для качественного выполнения последующих операций деформирования. В таких случаях в качестве предварительной операции используется правка металла. Родственным термином - рихтовка металла - называют разновидность данной операции, в результате которой происходит выравнивание только оси прутка.
Государственными стандартами оговариваются следующие виды допусков формы готового проката:
- Для прутков круглого и квадратного поперечного сечения - пространственная кривизна и видимая скручиваемость
- Для прутков квадратного сечения, кроме того - вогнутость и выпуклость граней;
- Для стальных полос - неплоскостность, серповидность, выпуклость боковых граней.
- Для листов - неплоскостность.
- Для лент и рулонов - телескопичность и ребровая кривизна.
В случае высокоточной штамповки все вышеперечисленные дефекты провоцируют ускоренный износ штампов, а точность готовой продукции снижается. Причиной подобных искривлений могут являться также разделительные операции на листовых и сортовых ножницах, когда края листа/полосы или торцы прутков недопустимо искривляются.
Еще больше предпосылок для выполнения правки при горячей штамповке. Готовые поковки искривляются при:
- Выталкивании из полости штампового ручья (особенно часто это происходит с поковками сложной формы);
- Термообработке, после которой в металле возникают внутренние остаточные напряжения;
- Обрезке облоя вследствие неконтролируемой усадки металла.
В технологиях холодной штамповки правка металла выполняется после гибки деталей из высокоуглеродистых или пружинных сталей, а также при холодном выдавливании изделий с длинной стержневой частью. Достаточно распространена также правка и рихтовка металла в виде рулона перед его роспуском на ленты.
Основанием для включения такой операции в технологический процесс производства служат результаты замеров формы деталей, для чего используются либо специальные шаблоны, либо универсальный мерительный инструмент. При незначительных отклонениях иногда допустима ручная рихтовка металла, но в большинстве случаев этого недостаточно.
Разновидности правки металла
Рассматриваемая операция может выполняться в холодном и горячем состоянии. В горячем состоянии правят поковки, которые уже прошли все переходы деформирования, включая и обрезку облоя. Отдельной операции при этом не предусматривают, а производят деформирование в заключительном ручье штампа обрезного пресса (хотя в обоснованных случаях горячая правка металла может быть выполнена и на основном штамповочном оборудовании). Преимуществами такой обработки считаются меньшая энергоемкость, а также благоприятное влияние на структуру и эксплуатационные свойства материала поковки.
Холодная правка в горячей штамповке применяется после того, как отштампованные изделия прошли термическую обработку. Инструмент для выполнения такой операции весьма прост, и по конфигурации рабочей полости полностью соответствует размерам поковки, которые приведены на ее чертеже. Операцию часто производят одновременно в двух плоскостях, что повышает качество готового изделия.
В листовой штамповке правка выполняется:
- После вырубки-пробивки толстолистового металла, когда перерезывание волокон металла заготовки приводит к возникновению внутренних напряжений;
- После свободной гибки (особенно без прижима), для снятия дефектов формы заготовки, которые возникли вследствие пружинения;
- При штамповке напровал, когда искривление металлической заготовки происходит из-за интенсивного трения изделия по матрице;
- После многопереходной вытяжки деталей с фланцами.
В холодной листовой штамповке различают обжатие гладкими, точечными и вафельными штампами. В первом случае ведется плоская поверхностная калибровка, поэтому данный способ эффективен для тонколистовых заготовок из металлов высокой пластичности. Удельные усилия не превышают 100 МПа, а на поверхности готового изделия отсутствуют отпечатки инструмента.
Для заготовок с большей толщиной, а также из металлов повышенной твердости приходится выполнять точечную/вафельную правку. На рабочем инструменте выполняются мелкие насечки в виде зубцов, причем их острия на пуансоне и матрице не должны совпадать. Удельные усилия при этом выше - до 250…300 МПа, зато в результате происходит выправление всех поверхностных дефектов.
Иногда плоскую правку производят перед вальцовкой. Исходный лист или полоса металла прокатывается через несколько правильных роликов (их число всегда должно быть непарным, причем количество верхних, нажимных, роликов всегда на один больше, чем нижних, опорных).
Оборудование для правки
Если данные переходы совмещаются с основными операциями деформирования (как часто бывает при горячей штамповке), то специального оборудования не требуется. Холодную правку металлических прутков или полос выполняют на . Они представляют собой машины горизонтального исполнения, которые работают по принципу ротационной штамповки.
Отличие заключается в том, что давления, создаваемые рабочими роликами, не должны превышать предела пластичности выправляемого материала. Такие машины функционируют в автоматическом режиме, а потому отличаются высокой производительностью. Аналогично правят и прутки, только профиль рабочих роликов в этом случае выполняется не плоским, а соответствующим сечению исходного материала.
Выправить объемные в плане заготовки можно и на прессах. Если удельное усилие не превышает 300 МПа, то применяются винтовые прессы с дугостаторным приводом серии Ф17__. Эффект достигается благодаря высокой скорости соударения плоского штампа (прикрепленного к ползуну) с изделием, которое требует правки. Поскольку распределение давления по всей поверхности одинаково, то одновременно на рабочей плите может находиться несколько одинаковых по габаритным размерам деталей. Это снижает трудоемкость операции.
Наиболее сложной и ответственной является правка деталей после холодного выдавливания. Поскольку деформационное упрочнение материала при этом весьма велико, то удельные усилия могут достигать предела пластичности, т.е. 600…800 МПа и даже более. Ударный характер нагрузки, создающейся винтовым прессом, не обеспечивает должного качества правки из-за инерции материала. Поэтому используются специальные прессы серий К82__ и К83__ с кривошипно-коленным рабочим механизмом. Особенность схемы такого пресса - в возможности обеспечить выдержку детали (до 2…3 с) под давлением при крайнем нижнем положении ползуна оборудования. В результате внутренние напряжения преодолеваются, а деталь выравнивается.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла. Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 93, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала. Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 94 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.
Рис. 94. Приемы правки (рихтовки) закаленных деталей угольников
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.