Строение и свойства электрической дуги. Электрическая дуга: сила разряда в действии
Материал из Википедии - свободной энциклопедии
Электри́ческая дуга́ (во́льтова дуга́ , дугово́й разря́д ) - физическое явление, один из видов электрического разряда в газе.
Строение дуги
 Электрическая дуга состоит из катодной и анодной областей, столба дуги, переходных областей. Толщина анодной области составляет 0,001 мм, катодной области - около 0,0001 мм.
Электрическая дуга состоит из катодной и анодной областей, столба дуги, переходных областей. Толщина анодной области составляет 0,001 мм, катодной области - около 0,0001 мм.
Температура в анодной области при сварке плавящимся электродом составляет около 2500 … 4000°С, температура в столбе дуги - от 7 000 до 18 000°С, в области катода - 9000 - 12000°С.
Столб дуги электрически нейтрален. В любом его сечении находятся одинаковое количество заряженных частиц противоположных знаков. Падение напряжения в столбе дуги пропорционально его длине .
Сварочные дуги классифицируют по:
- Материалам электрода - с плавящимся и неплавящимся электродом;
- Степени сжатия столба - свободную и сжатую дугу;
- По используемому току - дуга постоянного и дуга переменного тока;
- По полярности постоянного электрического тока - прямой полярности ("-" на электроде, "+" - на изделии) и обратной полярности;
- При использовании переменного тока - дуги однофазная и трехфазная.
Саморегулирование дуги
При возникновении внешнего возмещения - изменения напряжения сети, скорости подачи проволоки и др. возникает нарушение в установившемся равновесии между скоростью подачи и скоростью плавления. При увеличении длины дуги в цепи уменьшаются сварочный ток и скорость плавления электродной проволоки, а скорость подачи, оставаясь постоянной, становится больше скорости плавления, что приводит к восстановлению длины дуги. При уменьшении длины дуги скорость плавления проволоки становится больше скорости подачи, это приводит к восстановлению нормальной длины дуги .
На эффективность процесса саморегулирования дуги значительно влияет форма вольт-амперной характеристики источника питания. Большое быстродействие колебания длины дуги отрабатывается автоматически при жестких ВАХ цепи.
Борьба с электрической дугой
В ряде устройств явление электрической дуги является вредным. Это в первую очередь контактные коммутационные устройства, используемые в электроснабжении и электроприводе: высоковольтные выключатели , автоматические выключатели , контакторы , секционные изоляторы на контактной сети электрифицированных железных дорог и городского электротранспорта. При отключении нагрузок вышеуказанными аппаратами между размыкающимися контактами возникает дуга.
Механизм возникновения дуги в данном случае следующий:
- Уменьшение контактного давления - количество контактных точек уменьшается, растёт сопротивление в контактном узле;
- Начало расхождения контактов - образование «мостиков» из расплавленного металла контактов (в местах последних контактных точек);
- Разрыв и испарение «мостиков» из расплавленного металла;
- Образование электрической дуги в парах металла (что способствует большей ионизации контактного промежутка и трудности при гашении дуги);
- Устойчивое горение дуги с быстрым выгоранием контактов.
Для минимального повреждения контактов необходимо погасить дугу в минимальное время, прилагая все усилия по недопущению нахождения дуги на одном месте (при движении дуги теплота, выделяющаяся в ней будет равномерно распределяться по телу контакта).
Для выполнения вышеуказанных требований применяются следующие методы борьбы с дугой:
- охлаждение дуги потоком охлаждающей среды - жидкости (масляный выключатель); газа - (воздушный выключатель , автогазовый выключатель , масляный выключатель , элегазовый выключатель), причём поток охлаждающей среды может проходить как вдоль ствола дуги (продольное гашение), так и поперёк (поперечное гашение); иногда применяется продольно-поперечное гашение;
- использование дугогасящей способности вакуума - известно, что при уменьшении давления газов, окружающих коммутируемые контакты до определённого значения, приводит к эффективному гашению дуги (в связи с отсутствием носителей для образования дуги) вакуумный выключатель .
- использование более дугостойкого материала контактов;
- применение материала контактов с более высоким потенциалом ионизации;
- применение дугогасительных решёток (автоматический выключатель , электромагнитный выключатель). Принцип применения дугогашения на решётках основан на применении эффекта околокатодного падения в дуге (большая часть падения напряжения в дуге - это падение напряжения на катоде; дугогасительная решётка - фактически ряд последовательных контактов для попавшей туда дуги).
- использование дугогасительных камер - попадая в камеру из дугостойкого материала, например слюдопласта, с узкими, иногда зигзагообразными каналами, дуга растягивается, сжимается и интенсивно охлаждается от соприкосновения со стенками камеры.
- использование «магнитного дутья» - поскольку дуга сильно ионизирована, то её в первом приближении можно полагать как гибкий проводник с током; создавая специальными электромагнитами (включённых последовательно с дугой) магнитное поле можно создавать движение дуги для равномерного распределения тепла по контакту, так и для загона её в дугогасительную камеру или решётку. В некоторых конструкциях выключателей создаётся радиальное магнитное поле, придающее дуге вращательный момент.
- шунтирование контактов в момент размыкания силовым полупроводниковым ключом тиристором или симистором, включеным параллельно контактам, после размыкания контактов полупроводниковый ключ отключается в момент перехода напряжения через ноль (гибридный контактор, тирикон).
См. также
Напишите отзыв о статье "Электрическая дуга"
Литература
- Дуга электрическая - статья из .
- Искровой разряд - статья из Большой советской энциклопедии .
- Райзер Ю. П. Физика газового разряда. - 2-е изд. - М .: Наука, 1992. - 536 с. - ISBN 5-02014615-3 .
- Родштейн Л. А. Электрические аппараты, Л 1981 г.
- Clerici, Matteo; Hu, Yi; Lassonde, Philippe; Milián, Carles; Couairon, Arnaud; Christodoulides, Demetrios N.; Chen, Zhigang; Razzari, Luca; Vidal, François (2015-06-01). "Laser-assisted guiding of electric discharges around objects". Science Advances 1 (5): e1400111. Bibcode:2015SciA....1E0111C. doi:10.1126/sciadv.1400111. ISSN 2375-2548.
Ссылки
Примечания
|
||||||||||||||||||||||||||||||||||
Отрывок, характеризующий Электрическая дуга
– On fera du chemin cette fois ci. Oh! quand il s"en mele lui meme ca chauffe… Nom de Dieu… Le voila!.. Vive l"Empereur! Les voila donc les Steppes de l"Asie! Vilain pays tout de meme. Au revoir, Beauche; je te reserve le plus beau palais de Moscou. Au revoir! Bonne chance… L"as tu vu, l"Empereur? Vive l"Empereur!.. preur! Si on me fait gouverneur aux Indes, Gerard, je te fais ministre du Cachemire, c"est arrete. Vive l"Empereur! Vive! vive! vive! Les gredins de Cosaques, comme ils filent. Vive l"Empereur! Le voila! Le vois tu? Je l"ai vu deux fois comme jete vois. Le petit caporal… Je l"ai vu donner la croix a l"un des vieux… Vive l"Empereur!.. [Теперь походим! О! как он сам возьмется, дело закипит. Ей богу… Вот он… Ура, император! Так вот они, азиатские степи… Однако скверная страна. До свиданья, Боше. Я тебе оставлю лучший дворец в Москве. До свиданья, желаю успеха. Видел императора? Ура! Ежели меня сделают губернатором в Индии, я тебя сделаю министром Кашмира… Ура! Император вот он! Видишь его? Я его два раза как тебя видел. Маленький капрал… Я видел, как он навесил крест одному из стариков… Ура, император!] – говорили голоса старых и молодых людей, самых разнообразных характеров и положений в обществе. На всех лицах этих людей было одно общее выражение радости о начале давно ожидаемого похода и восторга и преданности к человеку в сером сюртуке, стоявшему на горе.13 го июня Наполеону подали небольшую чистокровную арабскую лошадь, и он сел и поехал галопом к одному из мостов через Неман, непрестанно оглушаемый восторженными криками, которые он, очевидно, переносил только потому, что нельзя было запретить им криками этими выражать свою любовь к нему; но крики эти, сопутствующие ему везде, тяготили его и отвлекали его от военной заботы, охватившей его с того времени, как он присоединился к войску. Он проехал по одному из качавшихся на лодках мостов на ту сторону, круто повернул влево и галопом поехал по направлению к Ковно, предшествуемый замиравшими от счастия, восторженными гвардейскими конными егерями, расчищая дорогу по войскам, скакавшим впереди его. Подъехав к широкой реке Вилии, он остановился подле польского уланского полка, стоявшего на берегу.
– Виват! – также восторженно кричали поляки, расстроивая фронт и давя друг друга, для того чтобы увидать его. Наполеон осмотрел реку, слез с лошади и сел на бревно, лежавшее на берегу. По бессловесному знаку ему подали трубу, он положил ее на спину подбежавшего счастливого пажа и стал смотреть на ту сторону. Потом он углубился в рассматриванье листа карты, разложенного между бревнами. Не поднимая головы, он сказал что то, и двое его адъютантов поскакали к польским уланам.
– Что? Что он сказал? – слышалось в рядах польских улан, когда один адъютант подскакал к ним.
Было приказано, отыскав брод, перейти на ту сторону. Польский уланский полковник, красивый старый человек, раскрасневшись и путаясь в словах от волнения, спросил у адъютанта, позволено ли ему будет переплыть с своими уланами реку, не отыскивая брода. Он с очевидным страхом за отказ, как мальчик, который просит позволения сесть на лошадь, просил, чтобы ему позволили переплыть реку в глазах императора. Адъютант сказал, что, вероятно, император не будет недоволен этим излишним усердием.
Как только адъютант сказал это, старый усатый офицер с счастливым лицом и блестящими глазами, подняв кверху саблю, прокричал: «Виват! – и, скомандовав уланам следовать за собой, дал шпоры лошади и подскакал к реке. Он злобно толкнул замявшуюся под собой лошадь и бухнулся в воду, направляясь вглубь к быстрине течения. Сотни уланов поскакали за ним. Было холодно и жутко на середине и на быстрине теченья. Уланы цеплялись друг за друга, сваливались с лошадей, лошади некоторые тонули, тонули и люди, остальные старались плыть кто на седле, кто держась за гриву. Они старались плыть вперед на ту сторону и, несмотря на то, что за полверсты была переправа, гордились тем, что они плывут и тонут в этой реке под взглядами человека, сидевшего на бревне и даже не смотревшего на то, что они делали. Когда вернувшийся адъютант, выбрав удобную минуту, позволил себе обратить внимание императора на преданность поляков к его особе, маленький человек в сером сюртуке встал и, подозвав к себе Бертье, стал ходить с ним взад и вперед по берегу, отдавая ему приказания и изредка недовольно взглядывая на тонувших улан, развлекавших его внимание.
Для него было не ново убеждение в том, что присутствие его на всех концах мира, от Африки до степей Московии, одинаково поражает и повергает людей в безумие самозабвения. Он велел подать себе лошадь и поехал в свою стоянку.
Человек сорок улан потонуло в реке, несмотря на высланные на помощь лодки. Большинство прибилось назад к этому берегу. Полковник и несколько человек переплыли реку и с трудом вылезли на тот берег. Но как только они вылезли в обшлепнувшемся на них, стекающем ручьями мокром платье, они закричали: «Виват!», восторженно глядя на то место, где стоял Наполеон, но где его уже не было, и в ту минуту считали себя счастливыми.
Ввечеру Наполеон между двумя распоряжениями – одно о том, чтобы как можно скорее доставить заготовленные фальшивые русские ассигнации для ввоза в Россию, и другое о том, чтобы расстрелять саксонца, в перехваченном письме которого найдены сведения о распоряжениях по французской армии, – сделал третье распоряжение – о причислении бросившегося без нужды в реку польского полковника к когорте чести (Legion d"honneur), которой Наполеон был главою.
Qnos vult perdere – dementat. [Кого хочет погубить – лишит разума (лат.) ]
Русский император между тем более месяца уже жил в Вильне, делая смотры и маневры. Ничто не было готово для войны, которой все ожидали и для приготовления к которой император приехал из Петербурга. Общего плана действий не было. Колебания о том, какой план из всех тех, которые предлагались, должен быть принят, только еще более усилились после месячного пребывания императора в главной квартире. В трех армиях был в каждой отдельный главнокомандующий, но общего начальника над всеми армиями не было, и император не принимал на себя этого звания.
Чем дольше жил император в Вильне, тем менее и менее готовились к войне, уставши ожидать ее. Все стремления людей, окружавших государя, казалось, были направлены только на то, чтобы заставлять государя, приятно проводя время, забыть о предстоящей войне.
После многих балов и праздников у польских магнатов, у придворных и у самого государя, в июне месяце одному из польских генерал адъютантов государя пришла мысль дать обед и бал государю от лица его генерал адъютантов. Мысль эта радостно была принята всеми. Государь изъявил согласие. Генерал адъютанты собрали по подписке деньги. Особа, которая наиболее могла быть приятна государю, была приглашена быть хозяйкой бала. Граф Бенигсен, помещик Виленской губернии, предложил свой загородный дом для этого праздника, и 13 июня был назначен обед, бал, катанье на лодках и фейерверк в Закрете, загородном доме графа Бенигсена.
В тот самый день, в который Наполеоном был отдан приказ о переходе через Неман и передовые войска его, оттеснив казаков, перешли через русскую границу, Александр проводил вечер на даче Бенигсена – на бале, даваемом генерал адъютантами.
Был веселый, блестящий праздник; знатоки дела говорили, что редко собиралось в одном месте столько красавиц. Графиня Безухова в числе других русских дам, приехавших за государем из Петербурга в Вильну, была на этом бале, затемняя своей тяжелой, так называемой русской красотой утонченных польских дам. Она была замечена, и государь удостоил ее танца.
Борис Друбецкой, en garcon (холостяком), как он говорил, оставив свою жену в Москве, был также на этом бале и, хотя не генерал адъютант, был участником на большую сумму в подписке для бала. Борис теперь был богатый человек, далеко ушедший в почестях, уже не искавший покровительства, а на ровной ноге стоявший с высшими из своих сверстников.
В двенадцать часов ночи еще танцевали. Элен, не имевшая достойного кавалера, сама предложила мазурку Борису. Они сидели в третьей паре. Борис, хладнокровно поглядывая на блестящие обнаженные плечи Элен, выступавшие из темного газового с золотом платья, рассказывал про старых знакомых и вместе с тем, незаметно для самого себя и для других, ни на секунду не переставал наблюдать государя, находившегося в той же зале. Государь не танцевал; он стоял в дверях и останавливал то тех, то других теми ласковыми словами, которые он один только умел говорить.
При начале мазурки Борис видел, что генерал адъютант Балашев, одно из ближайших лиц к государю, подошел к нему и непридворно остановился близко от государя, говорившего с польской дамой. Поговорив с дамой, государь взглянул вопросительно и, видно, поняв, что Балашев поступил так только потому, что на то были важные причины, слегка кивнул даме и обратился к Балашеву. Только что Балашев начал говорить, как удивление выразилось на лице государя. Он взял под руку Балашева и пошел с ним через залу, бессознательно для себя расчищая с обеих сторон сажени на три широкую дорогу сторонившихся перед ним. Борис заметил взволнованное лицо Аракчеева, в то время как государь пошел с Балашевым. Аракчеев, исподлобья глядя на государя и посапывая красным носом, выдвинулся из толпы, как бы ожидая, что государь обратится к нему. (Борис понял, что Аракчеев завидует Балашеву и недоволен тем, что какая то, очевидно, важная, новость не через него передана государю.)
Но государь с Балашевым прошли, не замечая Аракчеева, через выходную дверь в освещенный сад. Аракчеев, придерживая шпагу и злобно оглядываясь вокруг себя, прошел шагах в двадцати за ними.
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.
При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая , перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт .
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны
 Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
1. Условия возникновения и горения дуги
Размыкание электрической цепи при наличии в ней тока сопровождается электрическим разрядом между контактами. Если в отключаемой цепи ток и напряжение между контактами больше, чем критические для данных условий, то между контактами возникает дуга , продолжительность горения которой зависит от параметров цепи и условий деионизации дугового промежутка. Образование дуги при размыкании медных контактов возможно уже при токе 0,4-0,5 А и напряжении 15 В.
Рис. 1. Расположение в стационарной дуге постоянного тока напряжения U(a) и напряженности Е(б).
В дуге различают околокатодное пространство, ствол дуги и околоанодное пространство (рис. 1). Все напряжение распределяется между этими областями U к, U сд, U а. Катодное падение напряжения в дуге постоянного тока 10-20 В, а длина этого участка составляет 10–4-10–5 см, таким образом, около катода наблюдается высокая напряженность электрического поля (105-106 В/см). При таких высоких напряженностях происходит ударная ионизация. Суть ее заключается в том, что электроны, вырванные из катода силами электрического поля (автоэлектронная эмиссия) или за счет нагрева катода (термоэлектронная эмиссия), разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать один электрон с оболочки нейтрального атома, то произойдет ионизация. Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги.

Рис. 2. .
Проводимость плазмы приближается к проводимости металлов [у = 2500 1/(Ом×см)]/ В стволе дуги проходит большой ток и создается высокая температура. Плотность тока может достигать 10 000 А/см2 и более, а температура - от 6000 К при атмосферном давлении до 18000 К и более при повышенных давлениях.
Высокие температуры в стволе дуги приводят к интенсивной термоионизации, которая поддерживает большую проводимость плазмы.
Термоионизация - процесс образования ионов за счет соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения.
Чем больше ток в дуге, тем меньше ее сопротивление, а поэтому требуется меньшее напряжение для горения дуги, т. е. дугу с большим током погасить труднее.
При переменном токе напряжение источника питания u cд меняется синусоидально, так же меняется ток в цепи i (рис. 2), причем ток отстает от напряжения примерно на 90°. Напряжение на дуге u д, горящей между контактами выключателя, непостоянно. При малых токах напряжение возрастает до величины u з (напряжения зажигания), затем по мере увеличения тока в дуге и роста термической ионизации напряжение падает. В конце полупериода, когда ток приближается к нулю, дуга гаснет при напряжении гашения u г. В следующий полупериод явление повторяется, если не приняты меры для деионизации промежутка.
Если дуга погашена теми или иными способами, то напряжение между контактами выключателя должно восстановиться до напряжения питающей сети - u вз (рис. 2, точка А). Однако поскольку в цепи имеются индуктивные, активные и емкостные сопротивления, возникает переходный процесс, появляются колебания напряжения (рис. 2), амплитуда которых U в,max может значительно превышать нормальное напряжение. Для отключающей аппаратуры важно, с какой скоростью восстанавливается напряжение на участке АВ. Подводя итог, можно отметить, что дуговой разряд начинается за счет ударной ионизации и эмиссии электронов с катода, а после зажигания дуга поддерживается термоионизацией в стволе дуги.
В коммутационных аппаратах необходимо не только разомкнуть контакты, но и погасить возникшую между ними дугу.
В цепях переменного тока ток в дуге каждый полупериод проходит через нуль (рис. 2), в эти моменты дуга гаснет самопроизвольно, но в следующий полупериод она может возникнуть вновь. Как показывают осциллограммы, ток в дуге становится близким нулю несколько раньше естественного перехода через нуль (рис. 3, а ). Это объясняется тем, что при снижении тока энергия, подводимая к дуге, уменьшается, следовательно, уменьшается температура дуги и прекращается термоионизация. Длительность бестоковой паузы t п невелика (от десятков до нескольких сотен микросекунды), но играет важную роль в гашении дуги. Если разомкнуть контакты в бестоковую паузу и развести их с достаточной скоростью на такое расстояние, чтобы не произошел электрический пробой, то цепь будет отключена очень быстро.
Во время бестоковой паузы интенсивность ионизации сильно падает, так как не происходит термоионизации. В коммутационных аппаратах, кроме того, принимаются искусственные меры охлаждения дугового пространства и уменьшения числа заряженных частиц. Эти процессы деионизации приводят к постепенному увеличению электрической прочности промежутка u пр (рис. 3, б ).
Резкое увеличение электрической прочности промежутка после перехода тока через нуль происходит главным образом за счет увеличения прочности околокатодного пространства (в цепях переменного тока 150-250В). Одновременно растет восстанавливающееся напряжение u в. Если в любой момент u пр > u в промежуток не будет пробит, дуга не загорится вновь после перехода тока через нуль. Если в какой-то момент u пр = u в, то происходит повторное зажигание дуги в промежутке.
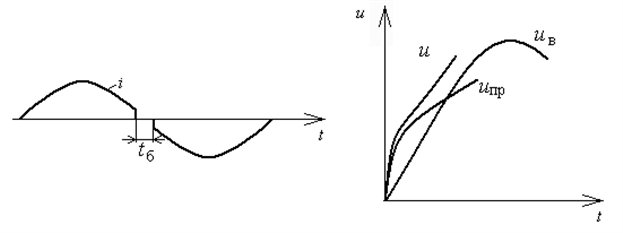
Рис. 3. :
а – погасание дуги при естественном переходе тока через нуль; б – рост электрической прочности дугового промежутка при переходе тока через нуль
Таким образом, задача гашения дуги сводится к созданию таких условий, чтобы электрическая прочность промежутка между контактами u пр была больше напряжения между ними u в.
Процесс нарастания напряжения между контактами отключаемого аппарата может носить различный характер в зависимости от параметров коммутируемой цепи. Если отключается цепь с преобладанием активного сопротивления, то напряжение восстанавливается по апериодическому закону; если в цепи преобладает индуктивное сопротивление, то возникают колебания, частоты которых зависят от соотношения емкости и индуктивности цепи. Колебательный процесс приводит к значительным скоростям восстановления напряжения, а чем больше скорость du в/dt , тем вероятнее пробой промежутка и повторное зажигание дуги. Для облегчения условий гашения дуги в цепь отключаемого тока вводятся активные сопротивления, тогда характер восстановления напряжения будет апериодическим (рис. 3, б ).
3. Способы гашения дуги в коммутационных аппаратах до 1000 В
В коммутационных аппаратах до 1 кВ широко используются следующие способы гашения дуги:
Удлинение дуги при быстром расхождении контактов.
Чем длиннее дуга, тем большее напряжение необходимо для ее существования. Если напряжение источника питания окажется меньше, то дуга гаснет.
Деление длинной дуги на ряд коротких (рис. 4, а
).
Как показано на рис. 1, напряжение на дуге складывается из катодного U
к и анодного U
а падений напряжений и напряжения ствола дуги U
сд:
U д=U к+U а+U сд=U э+ U сд.
Если длинную дугу, возникшую при размыкании контактов, затянуть в дугогасительную решетку из металлических пластин, то она разделится на N коротких дуг. Каждая короткая дуга будет иметь свое катодное и анодное падения напряжений U э. Дуга гаснет, если:
U n U э,
где U - напряжение сети; U э - сумма катодного и анодного падений напряжения (20-25 В в дуге постоянного тока).
Дугу переменного тока также можно разделить на N коротких дуг. В момент прохождения тока через нуль околокатодное пространство мгновенно приобретает электрическую прочность 150-250 В.
Дуга гаснет, если
Гашение дуги в узких щелях.
Если дуга горит в узкой щели, образованной дугостойким материалом, то благодаря соприкосновению с холодными поверхностями происходит интенсивное охлаждение и диффузия заряженных частиц в окружающую среду. Это приводит к быстрой деионизации и гашению дуги.

Рис. 4.
а – деление длинной дуги на короткие; б – затягивание дуги в узкую щель дугогасительной камеры; в – вращение дуги в магнитном поле; г – гашение дуги в масле: 1 – неподвижный контакт; 2 – ствол дуги; 3 – водородная оболочка; 4 – зона газа; 5 – зона паров масла; 6 – подвижный контакт
Движение дуги в магнитном поле.
Электрическая дуга может рассматриваться как проводник с током. Если дуга находится в магнитном поле, то на нее действует сила, определяемая по правилу левой руки. Если создать магнитное поле, направленное перпендикулярно оси дуги, то она получит поступательное движение и будет затянута внутрь щели дугогасительной камеры (рис. 4, б ).
В радиальном магнитном поле дуга получит вращательное движение (рис. 4, в ). Магнитное поле может быть создано постоянными магнитами, специальными катушками или самим контуром токоведущих частей. Быстрое вращение и перемещение дуги способствует ее охлаждению и деионизации.
Последние два способа гашения дуги (в узких щелях и в магнитном поле) применяются также в отключающих аппаратах напряжением выше 1 кВ.
4. Основные способы гашения дуги в аппаратах выше 1 кВ.
В коммутационных аппаратах свыше 1 кВ применяются способы 2 и 3 описанные в п.п. 1.3. а также широко применяются следующие способы гашения дуги:
1. Гашение дуги в масле .
Если контакты отключающего аппарата поместить в масло, то возникающая при размыкании дуга приводит к интенсивному газообразованию и испарению масла (рис. 4, г ). Вокруг дуги образуется газовый пузырь, состоящий в основном из водорода (70-80 %); быстрое разложение масла приводит к повышению давления в пузыре, что способствует ее лучшему охлаждению и деионизации. Водород обладает высокими дугогасящими свойствами. Соприкасаясь непосредственно со стволом дуги, он способствует ее деионизации. Внутри газового пузыря происходит непрерывное движение газа и паров масла. Гашение дуги в масле широко применяется в выключателях.
2. Газовоздушное дутье .
Охлаждение дуги улучшается, если создать направленное движение газов - дутье. Дутье вдоль или поперек дуги (рис. 5) способствует проникновению газовых частиц в ее ствол, интенсивной диффузии и охлаждению дуги. Газ создается при разложении масла дугой (масляные выключатели) или твердых газогенерирующих материалов (автогазовое дутье). Более эффективно дутье холодным неионизированным воздухом, поступающим из специальных баллонов со сжатым воздухом (воздушные выключатели).
3. Многократный разрыв цепи тока .
Отключение большого тока при высоких напряжениях затруднительно. Это объясняется тем, что при больших значениях подводимой энергии и восстанавливающегося напряжения деионизация дугового промежутка усложняется. Поэтому в выключателях высокого напряжения применяют многократный разрыв дуги в каждой фазе (рис. 6). Такие выключатели имеют несколько гасительных устройств, рассчитанных на часть номинального на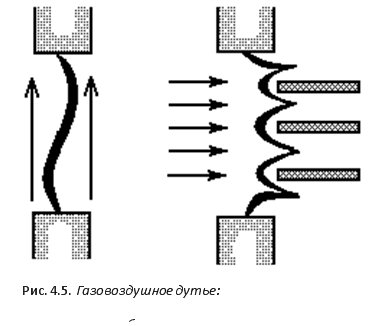 пряжения. Число разрывов на фазу зависит от типа выключателя и его напряжения. В выключателях 500-750 кВ может быть 12 разрывов и более. Чтобы облегчить гашение дуги, восстанавливающееся напряжение должно равномерно распределяться между разрывами. На рис. 6 схематически показан масляный выключатель с двумя разрывами на фазу.
пряжения. Число разрывов на фазу зависит от типа выключателя и его напряжения. В выключателях 500-750 кВ может быть 12 разрывов и более. Чтобы облегчить гашение дуги, восстанавливающееся напряжение должно равномерно распределяться между разрывами. На рис. 6 схематически показан масляный выключатель с двумя разрывами на фазу.
При отключении однофазного КЗ восстанавливающееся напряжение распределится между разрывами следующим образом:
U 1/U 2 = (C 1+C 2)/C 1
где U 1 ,U 2 - напряжения, приложенные к первому и второму разрывам; С 1 – емкость между контактами этих разрывов; C 2 – емкость контактной системы относительно земли.

Рис. 6. Распределение напряжения по разрывам выключателя: а – распределение напряжения по разрывам масляного выключателя; б – емкостные делители напряжения; в – активные делители напряжения.
Так как С 2 значительно больше C 1, то напряжение U 1 > U 2 и, следовательно, гасительные устройства будут работать в неодинаковых условиях. Для выравнивания напряжения параллельно главным контактам выключателя (ГК) включают емкости или активные сопротивления (рис. 16, б , в ). Значения емкостей и активных шунтирующих сопротивлений подбирают так, чтобы напряжение на разрывах распределялось равномерно. В выключателях с шунтирующими сопротивлениями после гашения дуги между ГК сопровождающий ток, ограниченный по значению сопротивлениями, разрывается вспомогательными контактами (ВК).
Шунтирующие сопротивления уменьшают скорость нарастания восстанавливающегося напряжения, что облегчает гашение дуги.
4. Гашение дуги в вакууме .
Высокоразреженный газ (10-6-10-8 Н/см2) обладает электрической прочностью, в десятки раз большей, чем газ при атмосферном давлении. Если контакты размыкаются в вакууме, то сразу же после первого прохождения тока в дуге через нуль прочность промежутка восстанавливается и дуга не загорается вновь.
5. Гашение дуги в газах высокого давления .
Воздух при давлении 2 МПа и более обладает высокой электрической прочностью. Это позволяет создавать достаточно компактные устройства для гашения дуги в атмосфере сжатого воздуха. Еще более эффективно применение высокопрочных газов, например шестифторисгой серы SF6 (элегаз). Элегаз обладает не только большей электрической прочностью, чем воздух и водород, но и лучшими дугогасящими свойствами даже при атмосферном давлении.
Наш сайт сварак.ру публикует сатью по данной теме. Впервые явление вольтовой дуги наблюдал русский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
И то и другое свойство электрической дуги использовано в технике.
Для сварочной техники первое свойство является- положи-тельным фактором, второе - отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Электрическая сварочная дуга
Температура электрической дуги, ее воздействие.
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.

Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С , а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники
берутся различной толщины. Положительный уголь берется толще, отрицательный -
тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду. Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.

Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и» а н и о н ы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40-60 в, тогда как напряжение металлической дуги в среднем 18-22 в (при длине 3 мм).
Длина дуги, кратер, провар.
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20-30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.

Схема длинны дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3-4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2-4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3-4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
Короткая:
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
Длинная:
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.
Защита от электрической дуги

Примеры защитных костюмов против электрической дуги
Если сварочные аппараты применяют дугу, то многие другие аппараты и кроме того человек должен ее избегать. Риск появления дуги на оборудовании зависит от не скольких параграфов:
- частотностью использования оборудования работником;
- опыт и знаниями работников имеющих дело с аппаратной частью
- уровень износа оборудования;
Если на человеке нет необходимого индивидуально-защитного костюма и он попадает в зону действия электрической дуги, шансы выжить довольно резко уменьшаются. Возможность получить тяжелые ожоги крайне высока.

Таблица: степень воздействия электрической дуги
Какие возможности защиты от эл. Дуги?
- соблюдайте все необходимые правила и нормы безопасности;
- в случае длительного использования защитного материала, частых стирок, костюм не должен ухудшаться; (все зависит от модели);
- ткань должна иметь максимум 2 секунды остаточного возгорания;
- вы должны надевать специальную обувь, обладающих антистатическим действием а также иметь костюм для защиты от электрической дуги .
Электрическая дуга.
Отключение цепи контактным аппаратом характеризуется возникновением плазмы, которая проходит разные стадии газового разряда в процессе преобразования межконтактного промежутка из проводника электрического тока в изолятор.
При токах выше 0,5-1 А возникает стадия дугового разряда (область 1 )(рис. 1.); при снижении тока возникает стадия тлеющего разряда у катода (область 2 ); следующая стадия (область 3 ) – таунсендовский разряд, и наконец, область 4 – стадия изоляции, в которой носители электричества – электроны и ионы – не образуются за счет ионизации, а могут поступать только из окружающей среды.
Рис. 1. Вольтамперная характеристика стадий электрического разряда в газах
Первый участок кривой – дуговой разряд (область 1) – характеризуется малым падением напряжения у электродов и большой плотностью тока. С ростом тока напряжение на дуговом промежутке сначала резко падает, а затем изменяется незначительно.
Второй участок (область 2 ) кривой, представляющий собой область тлеющего разряда, характеризуется высоким падением напряжения у катода (250 – 300 В) и малыми токами. С ростом тока возрастет падение напряжения на разрядном промежутке.
Таунсендовский разряд (область 3 ) характеризуется чрезвычайно малыми значениями тока при высоких напряжениях.
Электрическая дуга сопровождается высокой температурой и связана с этой температурой. Поэтому дуга – явление не только электрическое, но и тепловое.
В обычных условиях воздух является хорошим изолятором. Так, для пробоя воздушного промежутка в 1 см требуется приложить напряжение не менее 30 кВ. Для того чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц: отрицательных – в основном свободных электронов, и положительных – ионов. Процесс отделения от нейтральной частицы одного или нескольких электронов с образованием свободных электронов и ионов называется ионизацией.
Ионизация газа может происходить под действием света, рентгеновских лучей, высокой температуры, под влиянием электрического поля и ряда других факторов. Для дуговых процессов в электрических аппаратах наибольшее значение имеют: из процессов, происходящих у электродов, – термоэлектронная и автоэлектронная эмиссии, а из процессов, происходящих в дуговом промежутке, – термическая ионизация и ионизация толчком.
В коммутационных электрических аппаратах, предназначенных для замыкания и размыкания цепи с током, при отключении возникает разряд в газе либо в виде тлеющего разряда, либо в виде дуги. Тлеющий разряд возникает тогда, когда отключаемый ток ниже 0,1 А, а напряжение на контактах достигает величины 250 – 300 В. Такой разряд встречается либо на контактах маломощных реле, либо как переходная фаза к разряду в виде электрической дуги.
Основные свойства дугового разряда.
1) Дуговой разряд имеет место только при токах большой величины; минимальный ток дуги для металлов составляет примерно 0,5 А;
2) Температура центральной части дуги очень велика и в аппаратах может достигать 6000 – 18000 К;
3) Плотность тока на катоде чрезвычайно велика и достигает 10 2 – 10 3 А/мм 2 ;
4) Падение напряжения у катода составляет всего 10 – 20 В и практически не зависит от тока.
В дуговом разряде можно различить три характерные области: околокатодную, область столба дуги (ствол дуги) и околоанодную (рис. 2.).
В каждой из этих областей процессы ионизации и деионизации протекают по-разному в зависимости от условий, которые там существуют. Поскольку результирующий ток, проходящий через эти три области, одинаков, в каждой из них происходят процессы, обеспечивающие возникновение необходимого количества зарядов.

Рис. 2. Распределение напряжения и напряжённости электрического поля в стационарной дуге постоянного тока
Термоэлектронная эмиссия. Термоэлектронной эмиссией называется явление испускания электронов из накаленной поверхности.
При расхождении контактов резко возрастают переходное сопротивление контакта и плотность тока в последней площадке контактирования. Эта площадка нагревается до температуры плавления и образования контактного перешейка из расплавленного металла, который при дальнейшем расхождении контактов рвется. Здесь происходит испарение металла контактов. На отрицательном электроде образуется так называемое катодное пятно (раскаленная площадка), которое служит основанием дуги и очагом излучения электронов в первый момент расхождения контактов. Плотность тока термоэлектронной эмиссии зависит от температуры и материала электрода. Она невелика и может быть достаточной для возникновения электрической дуги, но она недостаточна для ее горения.
Автоэлектронная эмиссия. Это –явление испускания электронов из катода под воздействием сильного электрического поля.
Место разрыва электрической цепи может быть представлено как конденсатор переменной емкости. Емкость в начальный момент равна бесконечности, затем убывает по мере расхождения контактов. Через сопротивление цепи этот конденсатор заряжается, и напряжение на нем растет постепенно от нуля до напряжения сети. Одновременно увеличивается расстояние между контактами. Напряженность поля между контактами во время нарастания напряжения проходит через значения, превышающие 100 МВ/см. Такие значения напряженности электрического поля достаточны для вырывания электронов из холодного катода.
Ток автоэлектронной эмиссии также весьма мал и может служить только началом развития дугового разряда.
Таким образом, возникновение дугового разряда на расходящихся контактах объясняется наличием термоэлектронной и автоэлектронной эмиссий. Преобладание того или иного фактора зависит от значения отключаемого тока, материала и чистоты поверхности контактов, скорости их расхождения и от ряда других факторов.
Ионизация толчком. Если свободный электрон будет обладать достаточной скоростью, то при столкновении с нейтральной частицей (атом, а иногда и молекула) он может выбить из неё электрон. В результате получатся новый свободный электрон и положительный ион. Вновь полученный электрон может, в свою очередь, ионизировать следующую частицу. Такая ионизация носит название ионизации толчком.
Для того чтобы электрон мог ионизировать частицу газа, он должен двигаться с некоторой определенной скоростью. Скорость электрона зависит от разности потенциалов на длине его свободного пробега. Поэтому обычно указывается не скорость движения электрона, а то минимальное значение разности потенциалов, какое необходимо иметь на длине свободного пути, чтобы электрон к концу пути приобрел необходимую скорость. Эта разность потенциалов носит название потенциала ионизации .
Потенциал ионизации для газов составляет 13 – 16 В (азот, кислород, водород) и до 24,5 В (гелий), для паров металла он примерно в два раза ниже (7,7 В для паров меди).
Термическая ионизация. Это – процесс ионизации под воздействием высокой температуры. Поддержание дуги после ее возникновения, т.е. обеспечение возникшего дугового разряда достаточным числом свободных зарядов, объясняется основным и практически единственным видом ионизации – термической ионизацией.
Температура столба дуги с среднем равна 6000 – 10000 К, но может достигать и более высоких значений – до 18000 К. При такой температуре сильно возрастает как число быстро движущихся частиц газа, так и скорость их движения. При столкновении быстро движущихся атомов или молекул большая часть их разрушается, образуя заряженные частицы, т.е. происходит ионизация газа. Основной характеристикой термической ионизации является степень ионизации , представляющая собой отношение числа ионизированных атомов в дуговом промежутке к общему числу атомов в этом промежутке. Одновременно с процессами ионизации в дуге происходят обратные процессы, т. е. воссоединение заряженных частиц и образование нейтральных частиц. Эти процессы носят название деионизации .
Деионизация происходит главным образом за счет рекомбинации и диффузии .
Рекомбинация. Процесс, при котором различно заряженные частицы, приходя во взаимное соприкосновение, образуют нейтральные частицы, называется рекомбинацией.
В электрической дуге отрицательными частицами являются в основном электроны. Непосредственное соединение электронов с положительным ионом ввиду большой разности скоростей маловероятно. Обычно рекомбинация происходит при помощи нейтральной частицы, которую электрон заряжает. При соударении этой отрицательно заряженной частицы с положительным ионом образуется одна или две нейтральные частицы.
Диффузия. Диффузия заряженных частиц представляет собой процесс выноса заряженных частиц из дугового промежутка в окружающее пространство, что уменьшает проводимость дуги.
Диффузия обусловлена как электрическими, так и тепловыми факторами. Плотность зарядов в столбе дуги возрастает от периферии к центру. Ввиду этого создается электрическое поле, заставляющее ионы двигаться от центра к периферии и покидать область дуги. В этом же направлении действует и разность температур столба дуги и окружающего пространства. В стабилизированной и свободно горящей дуге диффузия играет ничтожно малую роль.
Падение напряжения на стационарной дуге распределяется неравномерно вдоль дуги. Картина изменения падения напряжения U Д и напряжённости электрического поля (продольного градиента напряжения) Е Д = dU/dx вдоль дуги приведена на рисунке (рис. 2). Под градиентом напряжения Е Д понимается падение напряжения на единицу длины дуги. Как видно из рисунка, ход характеристик U Д и Е Д в приэлектродных областях резко отличается от хода характеристик на остальной части дуги. У электродов, в прикатодной и прианодной областях, на промежутке длины порядка 10 – 4 см имеет место резкое падение напряжения, называемое катодным U к и анодным U а. Значение этого падения напряжения зависит от материала электродов и окружающего газа. Суммарное значение прианодного и прикатодного падений напряжений составляет 15 – 30 В, градиент напряжения достигает 10 5 – 10 6 В/см.
В остальной части дуги, называемой столбом дуги, падение напряжения U Д практически прямо пропорционально длине дуги. Градиент здесь приблизительно постоянен вдоль ствола. Он зависит от многих факторов и может изменяться в широких пределах, достигая 100 – 200 В/см.
Околоэлектродное падение напряжения U Э не зависит от длины дуги, падение напряжения в столбе дуги пропорционально длине дуги. Таким образом, падение напряжения на дуговом промежутке
U Д = U Э + Е Д l Д,
где: Е Д – напряжённость электрического поля в столбе дуги;
l Д – длина дуги; U Э = U к + U а.
В заключение следует ещё раз отметить, что в стадии дугового разряда преобладает термическая ионизация – разбиение атомов на электроны и положительные ионы за счёт энергии теплового поля. При тлеющем – возникает ударная ионизация у катода за счет соударения с электронами, разгоняемыми электрическим полем, а при таунсендовском разряде ударная ионизация преобладает на всём промежутке газового разряда.
Статическая вольтамперная характеристика электрической
дуги постоянного тока.
Важнейшей характеристикой дуги является зависимость напряжения на ней от величины тока. Эта характеристика называется вольтамперной. С ростом тока i увеличивается температура дуги, усиливается термическая ионизация, возрастает число ионизированных частиц в разряде и падает электрическое сопротивление дуги r д.
Напряжение на дуге равно ir д.При увеличении тока сопротивление дуги уменьшается так резко, что напряжение на дуге падает, несмотря на то, что ток в цепи возрастает. Каждому значению тока в установившемся режиме соответствует свой динамический баланс числа заряженных частиц.
При переходе от одного значения тока к другому тепловое состояние дуги не изменяется мгновенно. Дуговой промежуток обладает тепловой инерцией . Если ток изменяется во времени медленно, то тепловая инерция разряда не сказывается. Каждому значению тока соответствует однозначное значение сопротивления дуги или напряжения на ней.
Зависимость напряжения на дуге от тока при медленном его изменении называется статической вольтамперной характеристикой дуги.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
Статические вольтамперные характеристики дуги имеют вид кривых, изображенных на рис. 3.

Рис. 3. Статические вольтамперные характеристики дуги
Чем больше длина дуги, тем выше лежит ее статическая вольтамперная характеристика. С ростом давления среды, в которой горит дуга, также увеличивается напряженность Е Д и поднимается вольтамперная характеристика аналогично рис. 3.
Охлаждение дуги существенно влияет на эту характеристику. Чем интенсивнее охлаждение дуги, тем больше от нее отводится мощность. При этом должна возрасти мощность, выделяемая дугой. При заданном токе это возможно за счет увеличения напряжения на дуге. Таким образом, с ростом охлаждения вольтамперная характеристика располагается выше. Этим широко пользуются в дугогасительных устройствах аппаратов.
Динамическая вольтамперная характеристика электрической
дуги постоянного тока.
Если ток в цепи изменяется медленно, то току i 1 соответствует сопротивление дуги r Д1 ,абольшему току i 2 соответствует меньшее сопротивление r Д2 , что отражено на рис. 4. (см. статическую характеристику дуги – кривая А ).

Рис. 4. Динамическая вольтамперная характеристика дуги.
В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольтамперной характеристикой .
При резком возрастании тока динамическая характеристика идет выше статической (кривая В ), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении – ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С ).
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги останется постоянным. В этом случае динамическая характеристика изобразится прямой, проходящей из точки 2 в начало координат (прямая D ),т. е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
Условия гашения дуги постоянного тока.
Чтобы погасить электрическую дугу постоянного тока, необходимо создать такие условия, чтобы в дуговом промежутке при всех значениях тока процессы деионизации протекали бы интенсивнее, чем процессы ионизации.

Рис. 5. Баланс напряжений в цепи с электрической дугой.
Рассмотрим электрическую цепь, содержащую сопротивление R , индуктивность L и дуговой промежуток с падением напряжения U Д, к которой приложено напряжение U (рис. 5, а ). При дуге, имеющей неизменную длину, для любого момента времени будет справедливо уравнение баланса напряжений в этой цепи:
![]()
где падение напряжения на индуктивности при изменении тока.
Стационарным режимом будет такой, при котором ток в цепи не меняется, т.е. а уравнение баланса напряжений примет вид:
Для погасания электрической дуги необходимо, чтобы ток в ней всё время уменьшался, т.е. , а
Графическое решение уравнения баланса напряжений представлено на рис. 5, б . Здесь прямая 1 представляет собой напряжение источника U ; наклонная прямая 2 – падение напряжения на сопротивлении R (реостатная характеристика цепи), вычитаемое из напряжения U , т.е. U – iR ; кривая 3 – вольтамперную характеристику дугового промежутка U Д.
Особенности электрической дуги переменного тока.
Если для гашения дуги постоянного тока необходимо создать такие условия, при которых ток упал бы до нуля, то при переменном токе ток в дуге независимо от степени ионизации дугового промежутка переходит через нуль каждый полупериод, т.е. каждый полупериод дуга гаснет и зажигается вновь. Задача гашения дуги существенно облегчается. Здесь необходимо создать условия, при которых ток не восстановился бы после прохождения через нуль.
Вольтамперная характеристика дуги переменного тока за один период приведена на рис. 6. Поскольку, даже при промышленной частоте 50 Гц, ток в дуге меняется достаточно быстро, то представленная характеристика является динамической. При синусоидальном токе напряжение на дуге сначала увеличивается на участке 1, а затем, в связи с ростом тока, падает на участке 2 (участки 1 и 2 относятся к первой половине полупериода). После прохождения тока через максимум динамическая ВАХ возрастает по кривой 3 в связи с уменьшением тока, а затем уменьшается на участке 4 в связи с приближением напряжения к нулю (участки 3 и 4 относятся ко второй половине этого же полупериода).

Рис. 6. Вольтамперная характеристика дуги переменного тока
При переменном токе температура дуги является величиной переменной. Однако тепловая инерция газа оказывается довольно значительной, и к моменту перехода тока через нуль температура дуги хотя и уменьшается, но остаётся достаточно высокой. Всё же имеющее место снижение температуры при переходе тока через нуль способствует деионизации промежутка и облегчает гашение электрической дуги переменного тока.
Электрическая дуга в магнитном поле.
Электрическая дуга является газообразным проводником тока. На этот проводник, так же как на металлический, действует магнитное поле, создавая силу, пропорциональную индукции поля и току в дуге. Магнитное поле, действуя на дугу, увеличивает ее длину и перемещает элементы дуги в пространстве. Поперечное перемещение элементов дуги создает интенсивное охлаждение, что приводит к повышению градиента напряжения на столбе дуги. При движении дуги в среде газа с большой скоростью возникает расслоение дуги на отдельные параллельные волокна. Чем длиннее дуга, тем сильнее происходит расслоение дуги.
Дуга является чрезвычайно подвижным проводником. Известно, что на токоведущую часть действуют такие силы, которые стремятся увеличить электромагнитную энергию контура. Поскольку энергия пропорциональна индуктивности, то дуга под действием своего собственного поля стремится образовывать витки, петли, так как при этом возрастает индуктивность цепи. Эта способность дуги тем сильнее, чем больше ее длина.
Движущаяся в воздухе дуга преодолевает аэродинамическое сопротивление воздуха, которое зависит от диаметра дуги, расстояния между электродами, плотности газа и скорости движения. Опыт показывает, что во всех случаях в равномерном магнитном поле дуга движется с постоянной скоростью. Следовательно, электродинамическая сила уравновешивается силой аэродинамического сопротивления.
С целью создания эффективного охлаждения дуга с помощью магнитного поля втягивается в узкую (диаметр дуги больше ширины щели) щель между стенками из дугостойкого материала с высокой теплопроводностью. Из-за увеличения теплоотдачи стенкам щели градиент напряжения в столбе дуги при наличии узкой щели значительно выше, чем у дуги, свободно перемещающейся между электродами. Это дает возможность сократить необходимую для гашения длину и время гашения.
Способы воздействия на электрическую дугу в коммутационных аппаратах.
Цель воздействия на столб возникающей в аппарате дуги состоит в увеличении её активного электрического сопротивления вплоть до бесконечности, когда коммутационный орган переходит в изоляционное состояние. Практически всегда это достигается путем интенсивного охлаждения столба дуги, уменьшения её температуры и теплосодержания, в результате чего снижается степень ионизации и количество носителей электричества и ионизированных частиц и повышается электрическое сопротивление плазмы.
Для успешного гашения электрической дуги в коммутационных низковольтных аппаратах необходимо выполнить следующие условия:
1) увеличить длину дуги путем её растяжения или увеличения числа разрывов на полюс выключателя;
2) переместить дугу на металлические пластины дугогасительной решётки, которые являются как радиаторами, поглощающими тепловую энергию столба дуги, так и разбивают её на ряд последовательно соединённых дуг;
3) переместить столб дуги магнитным полем в щелевую камеру из дугостойкого изоляционного материала с большой теплопроводностью, где дуга интенсивно охлаждается, соприкасаясь со стенками;
4) образовывать дугу в закрытой трубке из газогенерирующего материала – фибры; выделяемые под воздействием температуры газы создают высокое давление, что способствует гашению дуги;
5) уменьшить концентрацию паров металлов в дуге, для чего на этапе проектирования аппаратов использовать соответствующие материалы;
6) гасить дугу в вакууме; при очень низком давлении газа недостаточно атомов газа, чтобы ионизировать их и поддержать проведение тока в дуге; электрическое сопротивление канала столба дуги становится очень высоким и дуга гаснет;
7) размыкать контакты синхронно перед переходом переменного тока через нуль, что существенно снижает выделение тепловой энергии в образовавшейся дуге, т.е. способствует гашению дуги;
8) применять чисто активные сопротивления, шунтирующие дугу и облегчающие условия её гашения;
9) применять шунтирующие межконтактный промежуток полупроводниковые элементы, переключающие на себя ток дуги, что практически исключает образование дуги на контактах.